

In the world of brewing, consistency is king. The journey from whole-grain kernels to a perfectly balanced pint of beer begins long before the wort starts to boil—it starts with the malt handling system. For both craft brewers and industrial producers, the efficiency of moving, storing, and processing malted barley directly impacts operational costs, safety, and the quality of the final product.
At SKE, we understand that your brewhouse is only as good as the logistics that feed it. A fragmented or poorly designed grain handling process can lead to contamination, inconsistent grist composition, and costly downtime. In this comprehensive guide, we will explore the intricacies of modern malt handling equipment—from the initial intake to the precise delivery of grist to your mash tun—and how SKE’s engineering expertise provides seamless solutions for breweries of all sizes.
1. The Anatomy of a Modern Malt Handling System
A malt handling system is more than just a series of tubes and motors; it is a fully integrated logistics solution designed to preserve grain integrity while maximizing throughput. Its primary objective is to move malt from delivery trucks to storage, and then to the brewhouse, with minimal human intervention and zero contamination.
Modern systems must account for the delicate nature of malted barley. While whole kernels are durable, once crushed, the resulting grist is prone to compaction and oxidation. Therefore, the design must differentiate between handling pre-milled and post-milled materials. SKE designs systems that prioritize gentle conveying, precise dust control, and hygienic design to ensure that the grain’s enzymatic potential is preserved until the moment it hits the water.
|
Component
|
Primary Function
|
SKE Quality Focus
|
|---|---|---|
|
Malt Silo
|
Bulk storage of whole malt kernels; preserves freshness.
|
Climate control (temperature/humidity); polished interior finishes.
|
|
Conveyor
|
Transports malt between silo, mill, and grist case.
|
Gentle handling to prevent breakage; sealed sections for dust control.
|
|
Grain Mill
|
Crushes whole malt into grist, exposing starches.
|
Precision gap control to preserve husk integrity.
|
|
Grist Case
|
Holds milled grist immediately before mashing.
|
Anti-bridging design; accurate load cells for batch consistency.
|
|
Dust Collection
|
Explosion prevention and workplace safety.
|
ATEX-compliant filters and aspiration systems.
|
2. Malt Silo: The Foundation of Bulk Storage
Transitioning from bagged malt to bulk storage in a malt silo is a significant milestone for a growing brewery. It represents a move toward cost savings (whole grain is cheaper than pre-crushed) and reduced manual labor. However, a silo is not just a bin; it is a sophisticated piece of malt handling equipment.
SKE’s malt silos are engineered to address the specific challenges of bulk storage. When grain is stored in large volumes, it can generate heat and moisture, leading to mold growth or degradation. Our silos are equipped with temperature monitoring probes and aeration systems to keep the malt fresh for weeks.
Space and Installation Considerations
Before installing a silo, breweries must assess space constraints. A typical silo requires a concrete foundation and significant height clearance. SKE offers both indoor and outdoor configurations, custom-fabricated to fit within the architectural limits of your facility.

3. Conveyor Systems: The Arteries of Your Brewery
Once malt leaves the silo, it must travel to the mill. This is where the conveyor system proves its value. There are several types of conveyors used in malt handling, each with specific advantages:
Flex Augers (Screws): Common in smaller breweries, these are effective for whole kernels. However, it is critical to note that post-milled grist is 30% less dense than whole grain. A conveyor rated for 50 lb/min of whole malt will only move 35 lb/min of grist. SKE engineers always account for this “fluff factor” to ensure your mash-in schedule stays on track.
En-Masse Conveyors (Chain Conveyors): Ideal for high-capacity systems, these conveyors move material smoothly without degradation. They are self-emptying and leave minimal residue, which is crucial when changing grain types.
Pneumatic Conveying: Using air pressure to move malt through pipes, this system offers flexibility in layout. SKE’s pneumatic systems are designed with lower velocities to reduce kernel damage and include dedicated filters to separate air from the product stream.
SKE designs closed-loop conveyor systems that prevent dust leakage, reducing the risk of explosions and maintaining a clean working environment.

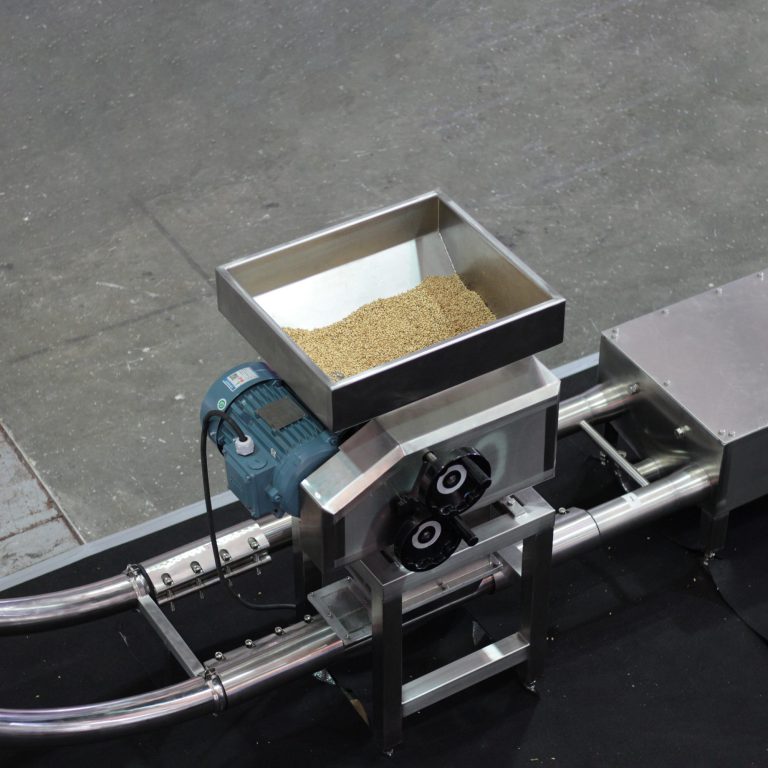
4. The Heart of the Process: The Grain Mill
If the silo is the foundation and the conveyors are the veins, the grain mill is the heart of the malt handling system. The goal of milling is to crush the malt to create grist. The ideal grist consists of a mix of coarse grits, fine flour, and—most importantly—largely intact husks.
Why Husks Matter
In a traditional lauter tun, the husks form a filter bed that allows wort to run clear while retaining the grain solids. If the grain mill crushes the husks into powder, the filter bed compacts, leading to a stuck mash and slow run-off. SKE utilizes high-precision roller mills, typically with four or six rollers, to achieve a “husk-preserving” crush. This involves cracking the kernel open rather than shredding it.
SKE mills feature adjustable roller gaps, allowing brewers to fine-tune their crush for different malt types and beer styles. Whether you are milling specialty dark malts or base pilsner malt, our equipment ensures uniform particle size distribution for optimal extract yield.
5. Grist Case: Holding Pattern for Consistency
After milling, the grist is typically transported and stored temporarily in a grist case (also known as a milled-grain hopper) located above the brewhouse. This buffer allows the mill to run independently of the mash mixer, ensuring that the brewer has a full batch of grist ready to go.
However, grist behaves differently than whole grain. It has a wider angle of repose—meaning it settles in a steeper cone. If a grist case is sized based on whole-grain density, it will run out of space quickly. A case rated for 2,000 lb of whole grain will only hold about 1,400 lb of grist due to the lower density and trapped air.
SKE’s grist case designs account for these physical properties. We incorporate features like:
-
Steep Cone Angles: To promote mass flow and prevent “bridging” (where grist forms a dome and stops flowing).
-
Load Cells: To provide precise weight data, ensuring the exact amount of grist is delivered for the mash.
-
Sight Glasses: For visual confirmation of levels.
6. Automation, Safety, and the SKE Advantage
The true value of a world-class malt handling system lies in its automation and safety features. Manual operation of valves and conveyors is prone to human error. SKE integrates advanced PLC and SCADA systems that allow for one-touch operation. The brewer can set the desired grist weight, and the system automatically sequences the silo gates, starts the conveyor, engages the mill, and monitors the fill level of the grist case.
Dust Explosion Prevention
Grain dust is a significant explosion hazard. SKE systems are designed in compliance with ATEX and DSEAR directives. We incorporate:
-
Aspiration Systems: To capture dust at transfer points.
-
Explosion Suppression: Including vent panels and, in some cases, CO₂ suppression systems.
-
Slow-Moving Machinery: To reduce friction and ignition sources.
By choosing SKE, you are not just buying equipment; you are investing in peace of mind. Our systems are built from high-grade materials, often stainless steel, to withstand the rigors of daily use and rigorous cleaning schedules.
|
Challenge
|
Consequence
|
SKE Solution
|
|---|---|---|
|
Incorrect Conveyor Sizing
|
Slow mash-in; increased cycle times.
|
Custom calculations based on grist density.
|
|
Poor Husk Preservation
|
Stuck mashes; low efficiency.
|
Precision multi-roller mills with gap adjustment.
|
|
Grist Case Bridging
|
Interrupted brewing; manual rodding required.
|
Anti-bridge hopper geometry and vibrators.
|
|
Dust Leakage
|
Safety hazard; product loss.
|
Fully sealed pipework and high-efficiency filters.
|
Frequently Asked Questions (FAQ)
Q: What is a malt handling system, and why do I need one?
A malt handling system is an integrated set of equipment designed to automate the movement, storage, and processing of malted barley from the delivery truck to the brewhouse. It replaces manual labor (lifting 25kg bags) with efficient mechanical or pneumatic conveying, ensuring consistent grist quality, reducing raw material costs (by buying whole grain in bulk), and improving safety by containing explosive dust.
Q: How do I choose between a flex auger and a pneumatic conveyor?
The choice depends on your layout and material. Flex augers are cost-effective and efficient for whole grains and grist over short distances. Pneumatic conveyors offer greater routing flexibility (up, down, around corners) and are completely enclosed, which is excellent for dust control. However, they must be carefully designed to avoid grain damage. SKE recommends pneumatic systems for complex layouts and augers for simpler, high-capacity transfers.
Q: Can I use the same conveyor for whole malt and grist?
Yes, but you must account for the difference in density. As noted, grist is about 30% less dense. If your system is designed to move 1,500 kg of whole malt to the silo, the same settings will only move about 1,050 kg of grist to the mash tun. SKE ensures your motor speeds and drive ratios are selected to handle the lower-density material effectively during the mashing phase.
Q: What capacity grist case do I need for my brewery?
Your grist case should hold at least 1.5 times the volume of your largest batch to allow for the “fluff factor” and the angle of repose. For a 15 BBL brewhouse requiring roughly 680 kg of grist, you need a case that can physically hold about 880 kg of grist volume (even if you only fill it with 680 kg) to allow for the cone formation. SKE provides detailed volume calculations based on your specific brewhouse size and the physical properties of the grain you use.
Q: How does SKE ensure the safety of the malt handling equipment?
Safety is paramount in our designs. SKE systems include integrated dust collection with explosion venting, grounding to prevent static sparks, and slow-speed transfers to minimize attrition. For high-risk environments, we can integrate suppression systems. All our electrical panels are built with safety interlocks, and our software includes sequential start/stop protocols to prevent backups and jams.
Contact Us
If you have any further questions, feel free to reach out!
- Facebook: SKE Equipment Facebook
- Email: info@skeequipment.com
For more personalized assistance, please fill out the contact form at the bottom of this page. We look forward to helping you with your brewing needs!