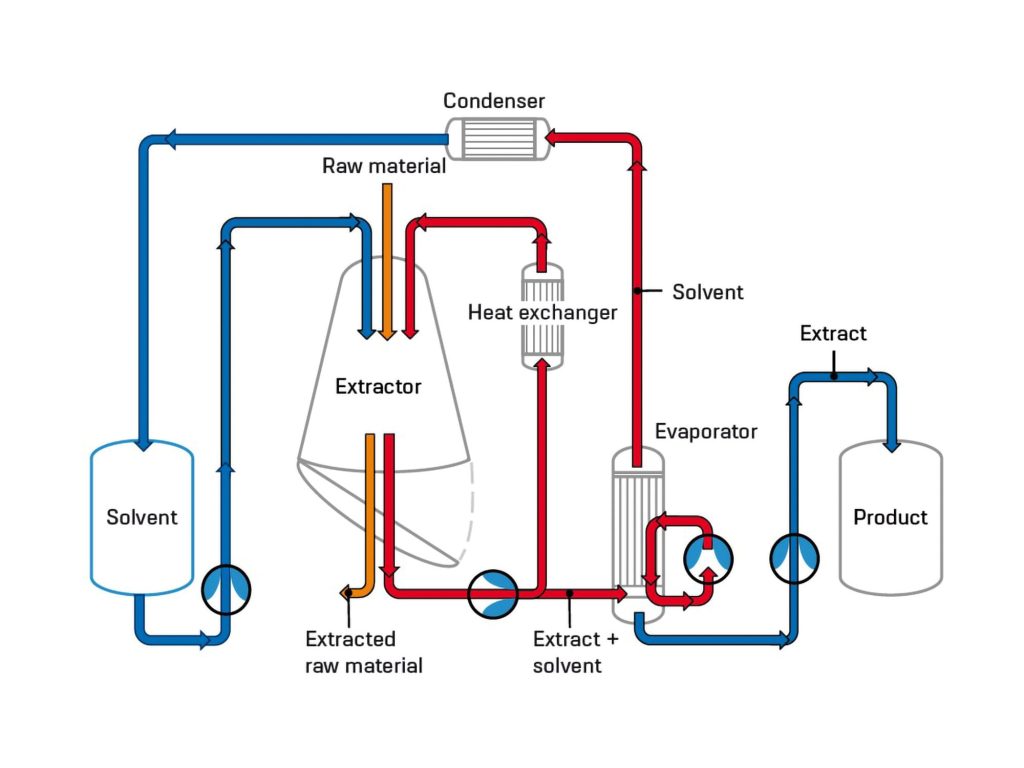
SKE offers fully automatic extraction system for making extracts for cosmetic, food, beverage and pharmaceutical industries. We specializes in project planning and manufacturing of extraction plants and will support you to achieve your production targets.
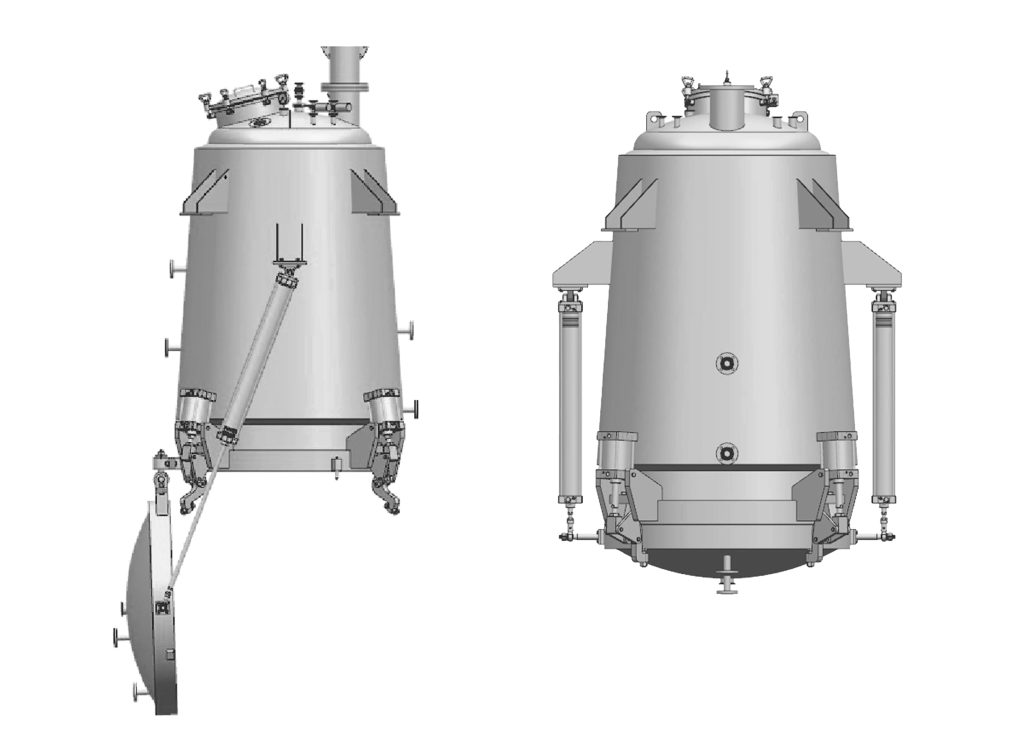
Using inverted -cone design, first is conducive to the residue discharge, and will not appear bridging phenomenon, without any auxiliary personnel; another advantage is herbal extraction process in favor of tumbling, making extraction more uniform.
Bottom area increased, increasing the filtration area and reduce the liquid circulation and the chance of clogging of the process.
Segmented controlled heating, can effectively prevent bumps; and increase the flexibility of feeding amount to prevent sticking to the wall of the upper Griddle.
Bottom with a heating device, just open the bottom heating during boiling process, effectively prevent explosive boiling and save energy.
Starting with the base data such as pressure, temperature, solvents, dwell times and other details to make full use of the raw material, SKE team will design, manufacture and install the functional plant for your facility.